

東莞市宏幸工業爐制造有限公司,長年專注工業熱處理爐、鑄造熔爐、壓鑄周邊自動化設備的研發、定制、生產,可依客戶實際需求定制或改制
本司產品齊全,品質優良,終身提供售保,歡迎業界同仁來電洽談。
7*24小時垂詢熱線:135-3858-2913
壓鑄配湯機是為解決壓鑄生產中大量溶湯輸送及大型鑄件澆注時送湯不及時與安全的問題,實現溶湯集中供應,對點分配到每個工位點保溫爐,無人輸送為目的。設備具有操作簡單,穩定,安全,自動化程度高,維護簡單等特點。
采用滑觸線作為電源以及485通訊,用PLC與觸摸屏進行控制,可快速的通過觸摸屏自我診斷與電腦查明系統故障原因。解決了傳統自動化控制需要大量的通訊電纜和開關按鈕,故障極難查詢的問題
行走,升降,倒湯均采用臺達伺服電機,行走速度最高可達50米/分。安全門采用香港東方減速電機。定位采用編碼器與接近開關雙定位,精準,定位偏差不超過±20mm。
運行軌道采用150mm*150mm國標H鋼,支撐采用10#國標槽鋼,固定采用16mm厚固定鐵板,14mm*150膨脹螺絲打入墻體固定,承載能力在2噸以上。 |  |
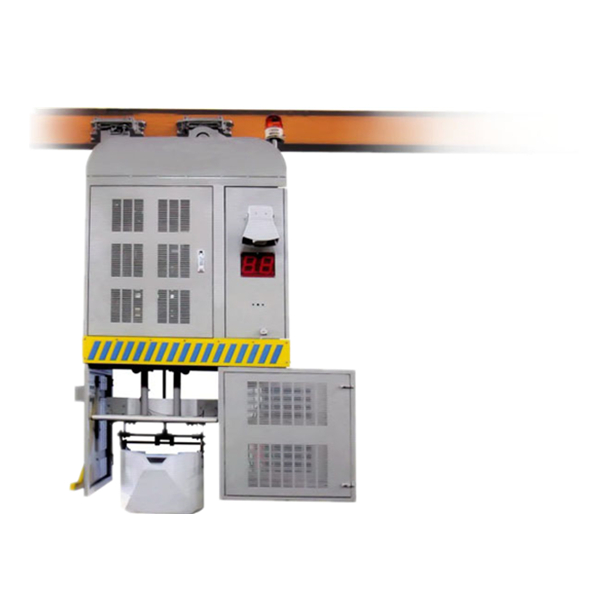
本設備安全,程序控制,當安全門未開啟到位,湯勺不能升降與倒湯,當安全門未關閉,主機無法行走。湯勺未能復位,主機也無法行走。所有動作控制均采用施耐德行程開關與磁感應開關控制開限與關限。 主機配備防撞系統,在設備兩端裝置防撞設備,一旦防撞桿碰觸人或物體,給湯主機將停止行動,主電箱報警,必須經行復位給湯主機才會再次運行。 每臺機保溫爐都安裝液位檢測裝置,利用機械手行程進行控制,缺料上下限可隨意調節。每臺機保溫爐位置的軌道上安裝一個LED雙色指示燈,綠燈亮代表機臺運行,紅燈亮代表缺料,紅燈閃爍代表下一站將會補充熔湯。 2.8湯勺采用復合陶瓷制作,涂刷氮化硼被覆劑,不沾溶液。正常使用壽命超過6個月以上。 |
|

本設備給湯數量根據中央爐與壓鑄機噸位而異,適用于8-10臺中等壓鑄機生產溶液轉運,當中央爐放置與壓鑄機中間時候,最高可達12臺機(產品較小)。
軌道采用M14*150mm拉爆螺絲將1000mm*250*14mm鐵板固定在墻體上(水泥柱,如果是鋼結構則直接焊接在鋼結構立柱上)。在鐵板上焊接三角支撐,承重軌道固定在三角支撐的水平位上。軌道與軌道之間采用130mm*180mm*14mm鐵板進行連接,軌道水平采用調節板調節水平后再固定。承載能力在2噸以上。
運行軌道兩端設置有前后極限行程開關,當碰觸前后極限行程開關,給湯主機將停止走動,并報警提示。
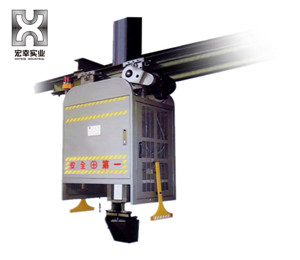
小車懸掛在架空軌道上,當接收到鑄機要求配液的信號時,小車起步向取液點方向前進,取液后向鑄機方向運行,到達鑄機小保溫爐位置時倒出熔液,如果此時沒有再次接收到配液信號,小車將在運行到待機位置停留。
單次送溶液量80KG,每小時可達1600。主機運行速度可達50米/分。
采用單次倒料,采用機械手取湯行程,當機邊保溫爐液位低下時,給予信號,進行倒料動作。
湯勺升降行程為800mm,升降速度最高50mm/秒。
設備配備主電箱與主機電箱,所有行程開關以及缺料信號傳輸到主電箱后,由主電箱通過滑觸線485傳輸到主機電箱。
人機界面可監控每一臺機器運行狀態,X點Y點監控畫面,故障自我異常診斷,在人機界面異常查詢窗口可查詢到故障發生時間記錄。
配湯機與中央爐溫度輸出連接,當中央爐熔液溫度過低時,會停止取湯,并報警提示。
當中央爐液位過低,給湯機液位探針將無法觸碰溶液,將會報警提示。
壓鑄配湯機參數
序號 | 項目 | HXPT-400 | HXPT-800 | HXPT-1250 | HXPT-1800 | HXPT-2500 | |
1 | 適用壓鑄機型 | 125~400T | 450~800T | 900~1250T | 1400~1800T | 2000~2500T | |
2 | 手臂AC馬達 | 0.75KW | 0.75KW | 1.5KW | 1.5KW | 2.0KW | |
湯勺AC馬達 | 0.4KW | 0.4KW | 0.75KW | 0.75KW | 0.75KW | ||
3 | 電源 | 3PH AC 380V 50/60HZ | |||||
4 | 控制電壓 | PLC-DC24V | |||||
5 | 給湯量 | 1-3.5 kg | 3.5-8.0 kg | 12-15 kg | 12-20 kg | 15-25 kg | |
6 | 給湯量調整 | 不需要停機就可以增/減湯量 | |||||
7 | 給湯量調整范圍 | 以湯勺(10%-85%)總容量即湯勺之規格的0-100% | |||||
8 | 給湯量調整精度 | 最大給湯量的±1% | |||||
9 | 行程時間 | 爐上至注湯口 | 4.0sec. | 5.5sec. | 6.5sec. | 6.5sec. | 6.5sec. |
注湯 | 2.0 sec. | 3.5 sec. | 4.5 sec. | 4.5 sec. | 4.5 sec. | ||
10 | 一個周期時間 | 12 sec. | 16sec. | 20 sec. | 22 sec. | 25 sec. | |
11 | 待機方式 | 注完湯回至爐上待機(時間可設定) | |||||
12 | 熔爐尺寸 | 口徑 | 550mm 以上 | 650mm 以上 | 750mm 以上 | 800mm 以上 | 850mm 以上 |
高度 | 以射出中心高度±8.0cm以內為標準 | ||||||
有效取料高度max. | 400mm | 450mm | 450mm | 500mm | 550mm | ||