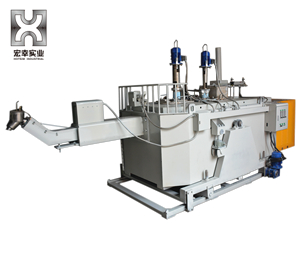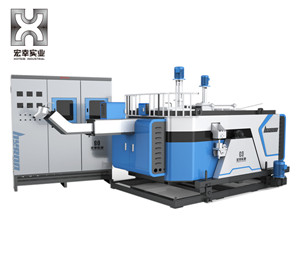



由于鎂合金的熔化是在密封的條件下進行的,對于鎂合金熱室壓鑄機來說,料壺和打料系統(tǒng)也是浸在鎂液中,可以實現(xiàn)供料和打料的自動化。對于鎂合金冷室壓鑄機來說,則需要定量澆注系統(tǒng)從熔化爐中向壓鑄機澆注,目前宏幸工業(yè)爐開發(fā)應(yīng)用的鎂合金自動定量熔化爐,其澆注系統(tǒng)有葉輪式、氣壓式、活塞式等
葉輪式澆注系統(tǒng)式通過葉輪的轉(zhuǎn)動提升鎂液,通過輸料管定量澆注到壓鑄室內(nèi),可以改變?nèi)~輪的轉(zhuǎn)速以及運轉(zhuǎn)時間來實現(xiàn)澆筑量的改變。這種鎂液泵的定量精度可以達到±2%.生產(chǎn)中操作人員還應(yīng)控制控制鎂液面的穩(wěn)定,以免引起供料量的波動。這總?cè)~輪泵結(jié)構(gòu)簡潔實用,操作和保養(yǎng)也比較容易,故障率低
另外一種定量澆注系統(tǒng)是通過調(diào)節(jié)活塞的行程來決定注料量。活塞泵在理論上可以達到很高的精度,但是由于浸泡在鎂液中的部分過多,長期在高溫鎂液的浸泡下,維修保養(yǎng)很不方便。

電磁泵定量澆注系統(tǒng)利用導(dǎo)電流體中的電流和磁場作用,把電磁推動力直接作用在金屬液體上,使之發(fā)生定向移動,其運動規(guī)則復(fù)合左手定則。電磁泵的流量大小與升液電流,磁感應(yīng)強度有關(guān)。電磁泵的特點是沒有機械磨損,控制也較為方便。
氣壓泵澆注系統(tǒng)主要結(jié)構(gòu)為密封泵室,注料時加壓的氬氣通過一根管子進入泵室,泵室下方和鎂合金熔化爐連接的單向閥門關(guān)閉,氣體排開同樣體積的鎂液進行注料。氣壓泵的特點式?jīng)]有機械磨損,故障率低、清理維護簡單,在澆注較大的鎂液時定量精度較好。 |  |